
Macam macam Pengelasan Pengelasan Posisi 1F dan 1G Pelat
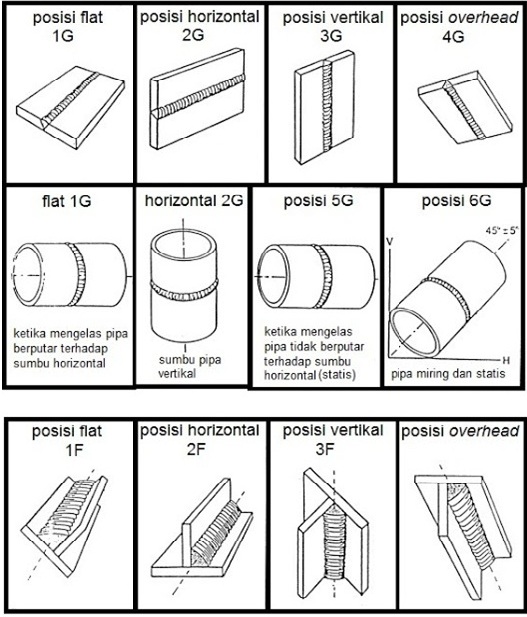
Posisi Penempatan Material Pada Kerja . Penempatan benda kerja disesuaikan dengan posisi pengelasan, dimana posisi pengelasan dapat dibagi antara lain sebagai berikut : 1F, 2F, 3F, 4F, 5F, 6F 1G, 2G, 3G, 4G plate 1G, 2G, 5G, 6G, 6GR (pipa) Berbagai pilihan posisi pengelasan tersebut menunjukkan kualifikasi operator las yang berhak melakukan.
Pengelasan Sambungan T (Posisi 1F dan 2F) Menggunakan SMAW Sukabumi Welding
1. Posisi 1F 1F Adalah Pengelasan/fillet/posisi dibawah tangan (hand down) pada pelat dengan proses Las Busur Manual. Langkah Kerja Pengelasan Mengatur arus las (Ampere) sesuai dengan diameter elektroda. Mengelas ikat pada kedua ujung kampuh T. Meletakkan kampuh T pada alat bantu dalam posisi datar dibawah tangan. Mengelas kampuh T.

Teknik Pengelasan Busur Manual Smaw Posisi 1f PDF PDF
Posisi 1G/1F/PA adalah posisi pengelasan datar. Dalam posisi las ini, tukang las meletakkan potongan logam tepat di bawah obor. Posisi ini juga dilakukan untuk butt, groove, dan fillet welds. Posisi 2G/PC (Horisontal) Ini adalah posisi horizontal untuk butt welds. Dalam posisi pengelasan ini, potongan logam tetap sejajar dengan badan tukang las.

Welding Position (Posisi Pengelasan) oNeway
Pengelasan sambungan Fillet - dikenal ada posisi las datar (1F dan 2F), 3F (vertikal), dan 4F (overhead). Seperti tampak pada gambar di bawah ini: Pengelasan jenis sambungan Groove ada posisi pengelasan 1G (datar), 2G (horisontal), 3G (vertikal) dan 4G (overhead).

SMAW 1F Posisi Pengelasan Fillet YouTube
Kata kunci: posisi pengelasan, butt weld joint, baja AISI 1045. Jurnal Mechanical, Volume 1, Nomor 1,Maret 2010. 1. Pendahuluan. Posisi atau sikap pengelasan merupakan fenomena yang menarik untuk dipelajari. Posisi pengelasan dapat mempengaruhi sifat dan kualitas dari hasil pengelasan. Posisi pengelasan yaitu pengaturan posisi atau letak.

Types of Welding Positions 1G/2G/3G/4G & 1F/2F/3F/4F
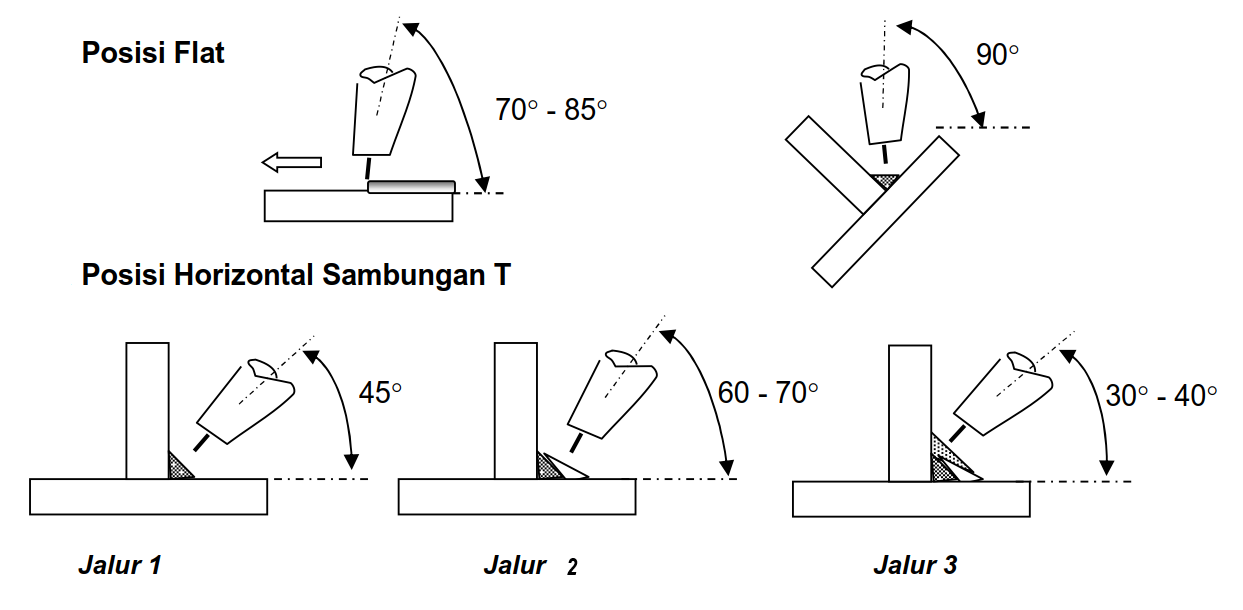
Untuk melakukan pengelasan posisi 1, sudut kemiringan elektroda harus dijaga kurang lebih 80 - 70 derajat terhadap garis vertikal supaya memudahkan welder untuk melihat cairan dan menjaga kecepatan pengelasan. Dibawah ini adalah gambar posisi pengelasan dibawah tangan : Gambar posisi 1F, 1G pelat, 1G pipa, 1FR 1. Posisi 1F/PA

Macam Macam Posisi Pengelasan Pelat dan Pipa Serta Gambarnya
Posisi pengelasan Datar atau kalau dalam kode yaitu (1F dan 1G). Dalam posisi pengelasan ini, sudut pengelasan dengan bidang datar yaitu atau sekitar 45 o. Jarak perpindahan kawat las memang tersetting sedemikian rupa (Tidak boleh terlalu jauh). Untuk lebar kerak (pengelasan) posisi untuk ini sekitar 2-3 kali ukuran kawat las.
Definisi, macam dan cara pengelasan
Macam macam posisi pengelasan pada pelat dan Pipa - Posisi Pengelasan adalah jenis atau posisi sambungan yang akan dilakukan pengelasan, posisi pengelasan ini dilakukan berdasarkan material atau produk yang akan dilas. Dalam teknologi pengelasan, semua itu ada pengkodeannya berdasarkan jenis sambungan. Untuk sambungan fillet maka disimbolkan dengan posisi 1F, 2F, 3F dan 4F, sedangkan untuk.

(DOC) MATERI PENGELASAN POSISI 1F, 1G, 2F, 2G MENGGUNAKAN LAS OAW.docx munawir arteta
Posisi pengelasan 1f adalah posisi pengelasan dimana benda kerja berada pada dibawah tangan (hand down) .pada benda kerja pada posisi diagonal dengan posisi elektroda 60° s/d 80°. Dengan settingan kuat arus 70A s/d 80A.pada pengelasan ini elektroda yang baik yaitu menggunakan elektroda dengan kode E6013. Gambar pengelasan 1F diba wah tangan.

4 Posisi Pengelasan Sesuai Dengan Standart ExpertLas
Langkah Kerja Pengelasan. Mengatur arus las (Ampere) sesuai dengan diameter elektroda. Meletakkan kampuh T pada alat bantu dalam posisi datar dibawah tangan. Bersihkan terak las hasil pengelasan. Lanjutkan latihan mengelas (kampuh T) sampai menghasilkan alur las yang baik, rata dan simetris.
PROSEDUR PENGELASAN PADA PELAT POSISI FLAT DAN HORIZONTAL Sukabumi Welding
SMAW 1F Position with E6013 3.2 mm90-95 AmpereDCEP-----6.

Pengelasan Sambungan T (Posisi 1F dan 2F) Menggunakan SMAW Sukabumi Welding
Posisi pengelasan di bawah tangan (1F & 1G) Pengelasan di bawah tangan adalah proses pengelasan yang dilakukan di bawah tangan dan benda kerja terletak di atas bidang datar. Sudut ujung pembakar (brander) terletak diantara 60° dan kawat pengisi (filler rod) dimiringkan dengan sudut antara 30° - 40° dengan benda kerja..

Teknik Pengelasan Posisi 1F dan 1G dengan Proses Las SMAW YouTube
Kembali berbagi pengalaman posisi pengelasan yg mungkin bisa dipelajari oleh teman teman pemula,,Silahkan disimak dan semoga bermamfaat untuk kalian semua..

ASME, ISO, DIN STANDAR POSISI PENGELASAN PLAT DAN PIPA KURSUS AUTOCAD DRAFTER PRA KERJA DARI
Hallo sobat Di video ini saya akan berbagi pengetahuan tentang pengelasan mulai dari 1F sampai dengan 6G Pipa pada proses SMAW.Semoga bermanfaat bagi teman w.

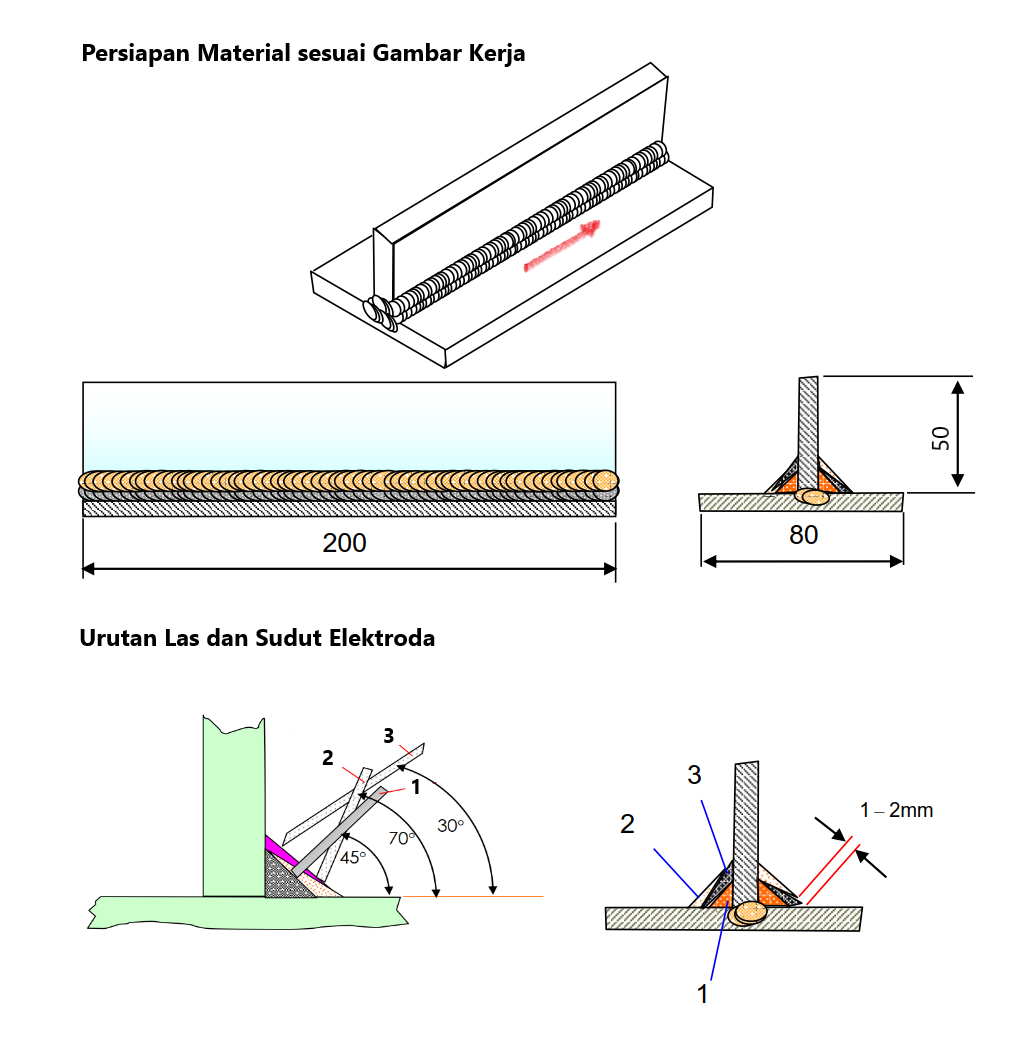
Pengelasan Sambungan T Tiga Jalur Posisi 1F PDF
POSISI PENGELASAN DATAR ( 1F dan 1G ) Untuk posisi pengelasan yang pertama ini adalah posisi pengelasan awal yang wajib dipelajari seorang pengelas. Pada posisi ini dibutuhkan sudut pengelasan sekitar 45°. Jarak perpindahan kawat las saat kalian mengelas juga tidak boleh terlalu jauh. Kalian harus dapat mengelas sepadat mungkin untuk.

ASME, ISO, DIN STANDAR POSISI PENGELASAN PLAT DAN PIPA KURSUS DRAFTER AUTOCAD DARI AHLINYA
4. Pengelasan. Posisi pengelasan 1F memerlukan keahlian untuk mengendalikan gerakan tangan yang stabil dan presisi. Pastikan elektroda berada pada posisi yang tepat pada permukaan pengelasan, kemudian mulailah pengelasan dari satu ujung ke ujung yang lain sambil mengontrol kecepatan gerakan dengan hati-hati.